液压刀塔水平位置调整方法是什么?
- 游戏方法
- 2025-07-01
- 5
- 更新:2025-06-23 15:19:29
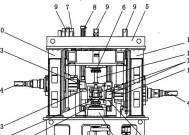
液压刀塔作为数控车床的重要组成部分,在加工过程中保证了刀具的精准定位与高效切换。然而,在实际操作中,液压刀塔的位置可能会因使用不当或长期磨损而出现偏差,此时就需要进行水平位置的调整。本文将向您详细介绍液压刀塔水平位置调整的步骤和注意事项,确保您的设备能保持最佳性能。
一、液压刀塔水平位置调整的重要性
液压刀塔水平位置的准确性直接影响工件的加工精度和表面质量。如果刀塔位置不正确,可能会导致刀具与工件的相对位置偏移,造成加工误差,影响产品质量。了解和掌握调整方法对于维护设备精度和提高生产效率至关重要。

二、调整前的准备工作
调整液压刀塔之前,必须确保机床处于停止状态,断开电源,并确保机床无负荷运行。同时,进行必要的安全检查,确认无其它危险因素存在。
1.清洁与检查
清理刀塔周围的杂物,检查液压刀塔是否出现明显的损坏或磨损迹象。对于刀塔的齿盘、压板等部件进行检查,确认其位置和功能正常。
2.松开紧固件
在开始调整之前,需要适当松开刀塔上的紧固件,如锁紧螺母、夹紧螺钉等。但切记,松动的程度必须控制在保证刀塔不会自行移动的范围内。

三、液压刀塔水平位置的具体调整步骤
1.初步调整
使用水平尺检查刀塔底座的水平状态,如果发现倾斜,可以通过调整刀塔底座下的调整螺栓进行初步调整。
步骤详解:
将水平尺放置在刀塔底座上,确保水平尺能够覆盖主要的调整点。
观察水平尺上的气泡,确定刀塔底座的倾斜方向。
通过顺时针或逆时针旋转刀塔底座下的调整螺栓来调整水平度。
每次调整后,重新检测水平度,直到水平尺气泡处于中心位置。
2.精细调整
在初步调整后,使用千分表对刀塔各刀位进行测量,通过刀塔上的微调螺钉进行精细调整。
步骤详解:
将千分表固定在机床上,探针轻轻接触刀塔的旋转中心或刀尖。
在刀塔的各个刀位上进行旋转,观察千分表的读数变化。
对于读数偏差较大的刀位,轻微转动刀塔上的微调螺钉。
在旋转刀塔的过程中,不断监测千分表的数值,并进行微调,直至各个刀位的读数均保持在允许误差范围内。

四、常见问题与解决方法
1.调整后水平度仍然不稳定
这种情况可能是由于刀塔本身的机械结构变形或者紧固件未完全锁紧。检查所有相关部件的连接状态,并重新进行调整。
2.在操作过程中刀塔发生移动
这通常是因为紧固件未完全松开或者松开程度过大。需重新检查并调整紧固件的松紧度,保证刀塔在调整过程中稳定,但又能进行细微移动。
五、调整液压刀塔水平位置的注意事项
在进行调整前,务必熟悉机床操作手册,了解液压刀塔的具体型号及调整特点。
确保所有调整工作在安全的状态下进行,避免任何可能造成人身伤害或设备损坏的危险。
调整过程中,应逐个刀位进行,切忌一次性对多个刀位进行大幅度调整。
调整结束后,重新开机并进行试切,确保加工精度达到要求,如仍有偏差,需继续调整。
六、
液压刀塔的水平位置调整是一个细致且关键的过程,需要操作者具备一定的专业知识和耐心。通过上述步骤的详细指导和操作注意事项的提醒,您可以有效地调整液压刀塔,确保其精准度和加工质量。当您掌握了这些关键技能,不仅提高了工作效率,也为设备的长期稳定运行打下了坚实的基础。
下一篇:部落冲突第8关通过方法是什么?




热门文章

战舰世界胡德购买方法是什么?价格是多少?
2025-06-03
cf开门密码是多少?怎么看?
2025-06-03
皇室战争12胜必胜获取技巧是什么?
2025-06-02
部落冲突7.1版本皮肤入手方法?新皮肤有哪些特点?
2025-06-02
绝地求生跳车不读秒的技巧是什么?
2025-06-02
皇室战争多个觉醒位设置方法?
2025-06-02
绝地求生举报机制如何操作?举报后会有什么结果?
2025-06-02
dnf龙牌套装属性是什么?龙牌套装的加成效果有哪些?
2025-06-03